 |  |
| QS-G50-25 旋转接头三维立体图 | QS-G50-25 旋转接头实物图 |
二、QS-G型、双通路、内管S固定连接、外管K螺纹连接、Q型旋转接头、安装说明
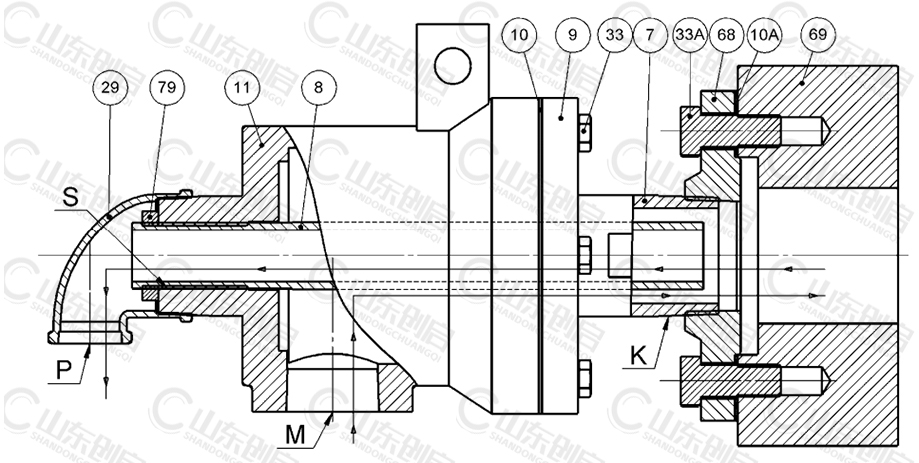
图1:QS-G50-25双通路、内管S固定连接、外管K螺纹连接、Q型旋转接头和造纸机烘缸轴头安装示例
零件名称: 7.外管(K),8.内管(用户自备),9.底盖,10.垫圈,10A.垫圈,11.壳体, 29.弯头,33.螺栓,33A.螺栓,68.过渡法兰,69.设备轴头. 79.内管用锁紧螺母(用户自备)。 K——外管代号,M——蒸汽入口代号, P——冷凝水出口代号, S——内管安装接口代号。
安装说明:螺纹连接式外管(7)通过过渡法兰(68)和设备轴头(69)连接,和设备同步运转。(注意:外管的螺纹旋向和设备旋向相反,面对设备轴头,设备轴头顺时针右旋,则外管连接螺纹采用左旋,反之也然,这样连接螺纹可以越旋越紧。)内管(8)(用户自备)通过螺纹和旋转接头壳体内部 S 口螺纹相连接,可选择用锁紧螺母(79)(用户自备)锁紧内管。流通蒸汽时,蒸汽通过旋转接头壳体(11)M 口进入烘缸,蒸汽释放热量后,凝结为冷凝水,通过内管(8),由弯头(29)的P 口排出。由于流入的蒸汽的体积大于回流的冷凝水的体积,因此图示的流向用于流通蒸汽,液体的流向不受此限制,可以反过来流通,即可以由 P 口入,由 M 口出。
三、QS-GF型、双通路、内管S固定连接、外管K快换法兰连接、Q型旋转接头、安装说明
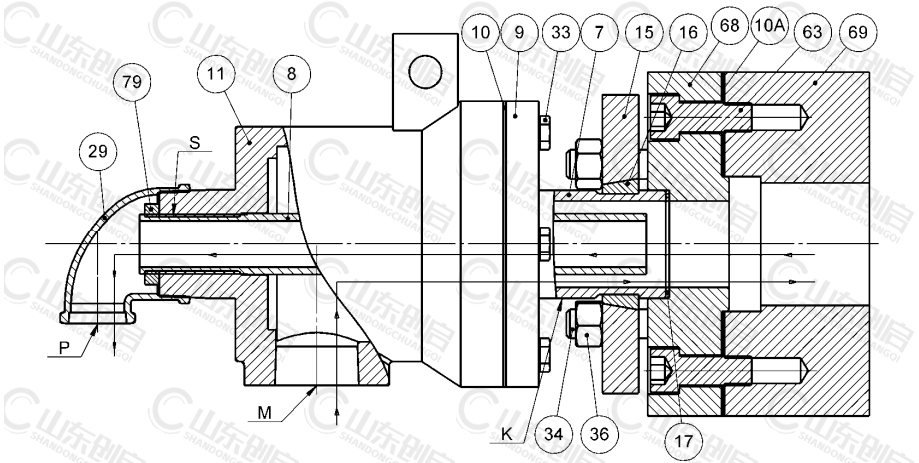
图2:QS-GF50-25双通路、内管S固定连接、外管K快换法兰连接、Q型旋转接头和造纸机烘缸轴头安装示例
零件名称: 7.外管(K),8.内管(用户自备),9.底盖,10.垫圈,10A.垫圈,11.壳体,15.快换法兰,16.半分环,17.紫铜垫圈, 29.弯头,33.螺栓,34.螺母,36.双头螺柱,63.内六角螺钉,68.过渡法兰,69.设备轴头. 79.内管用锁紧螺母(用户自备)。 K——外管代号,M——蒸汽入口代号, P——冷凝水出口代号, S——内管代号。
安装说明:快换连接式外管(7)通过过渡法兰(68)和设备轴头(69)连接,和设备同步运转。内管(8)(用户自备)通过螺纹和旋转接头壳体内部 S 口螺纹相连接,可选择用锁紧螺母(79)(用户自备)锁紧内管。(注意:内管的螺纹旋向和设备旋向相反,面对设备轴头,设备轴头顺时针右旋,则内管连接螺纹采用左旋,反之也然。)流通蒸汽时,蒸汽通过旋转接头壳体(11)M 口进入烘缸,蒸汽释放热量后,凝结为冷凝水,通过内管(8),由弯头(29)的 P 口出。由于流入的蒸汽的体积大于回流的冷凝水的体积,因此图示的流向用于流通蒸汽,液体的流向不受此限制,可以反过来流通,即可以由 P 口入,由 M 口出。 外管 K 的定位止口外径φND 的配合公差为-0.1/-0.2,过渡法兰(68)止口相配合孔的配合公差推荐为:0/+0.1。
四、Q 型旋转接头安装说明书
注意:无论何时安装Q型旋转接头,请遵守贵公司的安全操作规程,并在安装之前完全阅读完本说明书的所有内容。由于 Q 型旋转接头内置石墨环,属于易碎品,因此,Q 型旋转接头在安装和运输期间应轻拿轻放,禁止摔打,碰击,以免损伤内部的石墨制品。
注意:为了提高 Q 型旋转接头的使用寿命,当流通液体介质(如水、油等)时,推荐的流通介质的过滤精度不低于 50 微米。
| 安装之前的工作 | 零件名称:1.Q 型旋转接头,2.过渡接头,3.MS 型金属软管,4. RM型金属软管,5.台钳。 |
在安装旋转接头之前,清除管路和辊筒及旋转接头内部所有硬质颗粒和其它污物。
在安装旋转接头之前,可以把旋转接头和金属软管连接起来,首先用过渡接头(2)或过渡法兰,将金属软管(3,4)和旋转接头(1)连接起来。安装时,用台钳(5)夹紧旋转接头(1),如图 3 所示,夹紧之前,旋转接头壳体和台钳之间应垫软的物品,如纸板,防止夹伤旋转接头壳体,影响旋转接头壳体的外观质量。 | 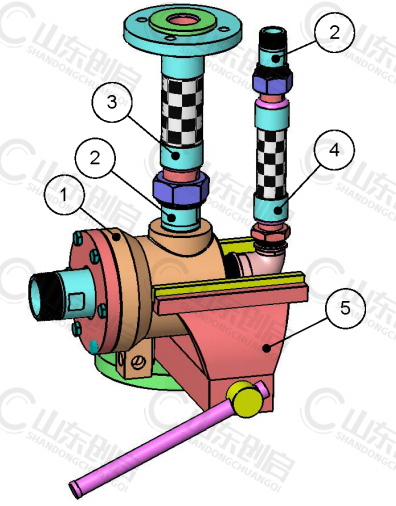 |
|
| 图4:半分环(一种带外锥度的锯成两半的圆环,和快换法兰配合使用) | 图3:旋转接头和软管在台钳上的安装示例 |
五、内管的安装
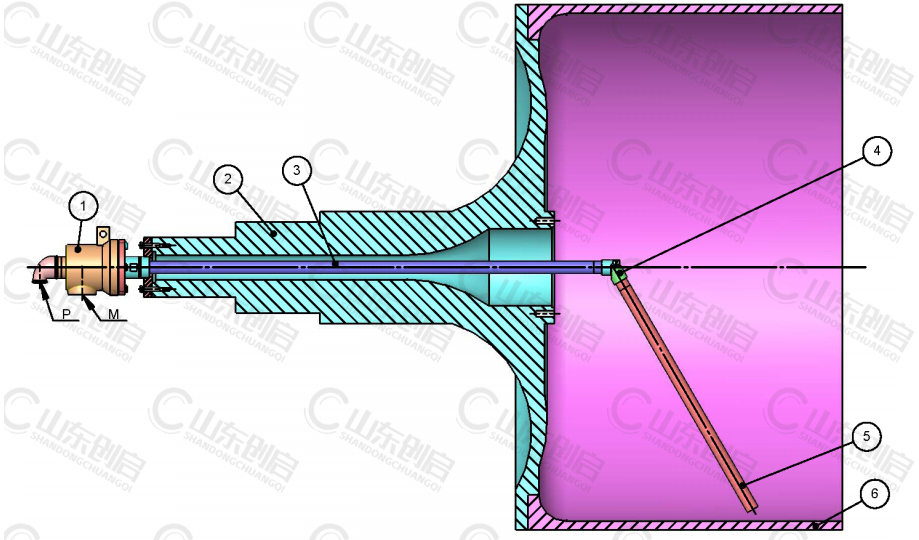
图5:QS-G50-25双通路、内管S固定连接、外管K螺纹连接、Q型旋转接头和NL25虹吸弯头安装示例
零件名称:1.旋转接头,2.烘缸轴头,3.水平内管,4.虹吸弯头,5.虹吸管, 6.造纸机烘缸。K—外管代号,M—蒸汽入口代号,P—冷凝水出口代号, S—内管代号。
旋转接头流通蒸汽时,蒸汽通过旋转接头(1)M 口进入烘缸(6),蒸汽的热量通过烘缸表面传入纸张表面进行干燥,同时,烘缸内的蒸汽释放热量后,凝结为冷凝水,冷凝水依靠虹吸差压,通过虹吸管(5),虹吸弯头(4),水平内管(3),由旋转接头(1)的 P 口排出。
针对你的旋转接头的内管安装设计,把内管连接到旋转接头壳体尾端内部。
注:QD型和QD-F型单通路旋转接头没有内管,不需要安装内管。
双通路 QS-G 型和 QS-GF 型旋转接头有固定式内管(见图 1,图 2,图 5 所示)
首先把内管(8)(用户自备)插入旋转接头的外管(7),并用螺纹旋入旋转接头的壳体(11)内,然后连接旋转接头外管到轴颈上,参考外管的安装中的描述。注意:内管连接螺纹有旋向要求。如果需要锁紧内管(8),可以选择用锁紧螺母(79)锁紧内管,这样可以不考虑内管旋向要求,一律采用右旋。
双通路 QS-X型和 QS-XF型旋转接头有旋转式内管
首先保持旋转接头平直,慢慢地把内管(用户自备)插入旋转接头的外管内,并插入旋转接头的壳体后端内,然后连接旋转接头外管到轴颈上,参考外管的安装中的描述。注意:内管连接外圆柱表面需要加工,推荐配合公差为 H9/f9。
3. 外管的安装
螺纹连接式外管(见图 1 所示):在你的外管(7)上,使用要求的密封材料进行适当地密封,用螺纹把外管(7)旋入轴颈内,见图 2 所示,为轴颈螺纹过渡法兰。密封材料:聚四氟乙烯生料带(简称生料带,用于英制圆锥管螺纹)。
快换法兰连接式外管(见图 2 所示):把铜垫(17)(或选用密封胶,不用铜垫,或采用四氟垫圈,石棉垫圈)放到轴颈法兰内,把快换法兰(15)和半分环(16)套到外管(7)上,把螺栓均匀地固定在你的外管快换法兰上,使快换法兰和轴颈法兰之间的间隙均匀分布。半分环外观见图 3。
4. 软管的连接
根据你的旋转接头的应用条件选择橡胶或金属软管,其工作参数能承受流通介质。当旋转接头和固定管路连接时,安装的软管应尽可能地靠近旋转接头。安装后的软管处于松弛的状态下,即不应拉紧,也不应压缩。如果你有一条不同寻常的长软管,我们强烈建议你为软管提供支撑使其不对旋转接头的轴承施加过多的载荷。
Q 型旋转接头和金属软管配合的安装图例见图 6,图 7 和图3
5. 止转杆的安装
由于 Q 型旋转接头在运转时,密封面之间存在摩擦扭矩,安装旋转接头时,需要外部采用止转杆进行止转,止转杆安装在旋转接头壳体的支耳上的止转孔内,并考虑转接头球面环的磨损补偿。
Q 型旋转接头止转杆的安装方案,见图 8 和图 9。
六、Q型旋转接头的安全使用
安装后的旋转接头和设备应固定可靠,防止运转期间松动。采用螺纹连接的外管应注意螺纹的旋向,设计时,使连接螺纹的旋向和设备的旋向相反,即面向设备转动的轴头,若轴头顺时针右旋,则,螺纹连接采用左旋,这样,在旋转接头内部摩擦扭矩的作用下,使螺纹越旋越紧,否则,螺纹在运转期间可能松动,甚至使旋转接头的螺纹连接的外管在使用期间脱落。这种情况也可考虑外管连接采用快换法兰连接,不用再考虑螺纹旋向要求。
不推荐旋转接头用于输送易燃、易爆、有毒或强腐蚀性介质。一旦旋转接头出现泄漏,应停止使用。这种泄漏的介质可能腐蚀附近的机械设备或电器设备,甚至导致电器电路短路,影响操作人员的身体健康和安全,视具体情况采取相关的措施,如设置覆盖物,使泄漏介质引到安全的地方。
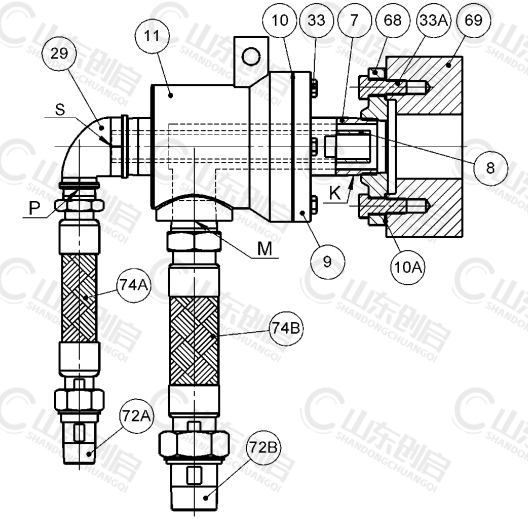 | 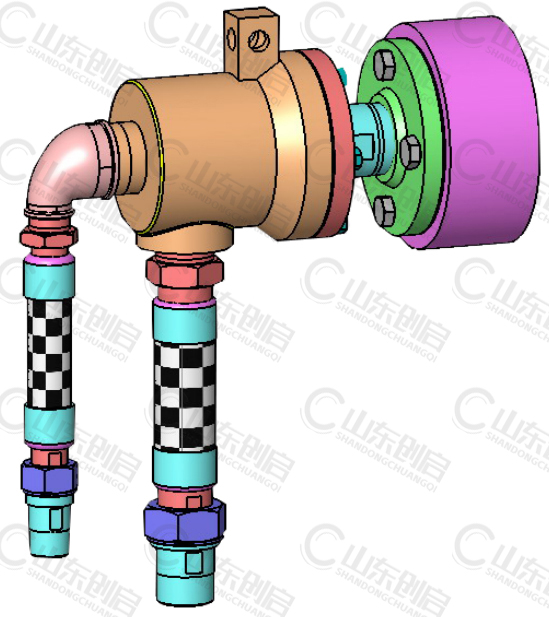 |
图 6: QS-G50-25 双通路、内管 S 固定连接、外管 K 螺纹连接、Q 型旋转接头
零件名称: 7.外管(K),8.内管(用户自备),9.底盖,10.垫圈,10A.垫圈,11.壳体, 29.弯头,33.螺栓,33A.螺栓,68.过渡法兰,69.设备轴头,72A.72B.过渡接头,74A.74B. 金属软管。 K——外管代号,M——蒸汽入口代号, P——冷凝水出口代号, S——内管代号。 |
| 由于 Q 型旋转接头是一种外补偿式旋转接头,因此 Q 型旋转接头和管路的连接必须使用金属软管,以补偿石墨密封环的磨损补偿。 | 图 7.双通路、外管 K 螺纹连接、Q 型旋转接头和软管配合的三维安装彩图示例 |
七、旋转接头和止转杆的安装设计
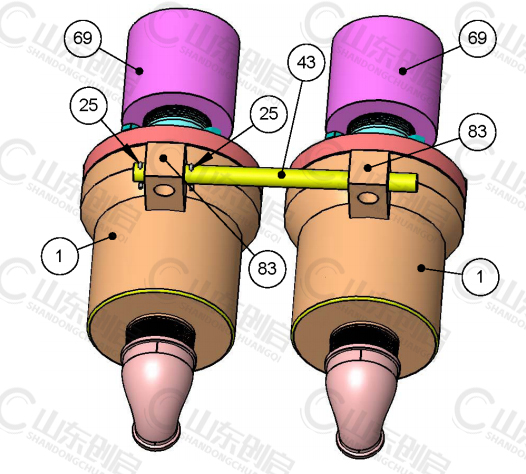
图8:双通路、内管S固定连接、外管K螺纹连接、Q型旋转接头和止转杆的连接示例
零件名称: 1.旋转接头,25.开口销,43.止转杆,83. 旋转接头壳体上的止转支耳(内有止转孔),69.设备滚筒(用户设备)。
使用说明:止转杆(43)穿过旋转接头壳体上的支耳(83)中的止转孔,用两个开口销(25)固定在大致的位置,让止转杆(43)在另一个旋转接头壳体上的支耳(83)中的止转孔内自由浮动,这样实现旋转接头(1)止转的目标,以消除旋转接头运转时的摩擦扭矩。
八、一个旋转接头安装止转杆
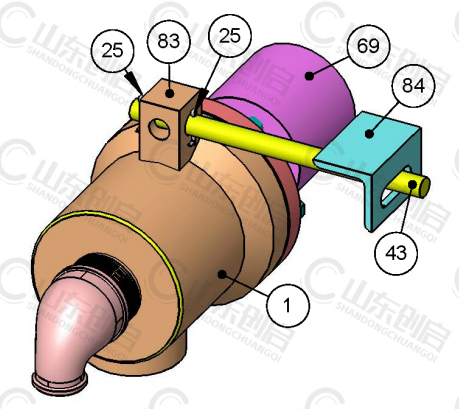
图 9.QS-G50-25、双通路、内管S固定连接、外管K螺纹连接、Q型旋转接头和止转杆的连接示例
零件名称: 1.旋转接头,25.开口销,43.止转杆,83. 旋转接头壳体上的止转支耳,84.安装支架(角铁),69.设备滚筒(用户设备)。
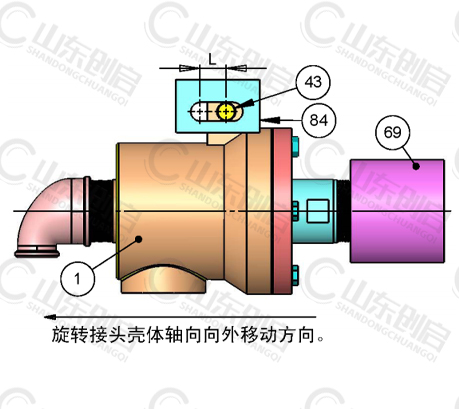
使用说明:止转杆(43)穿过旋转接头壳体上的支耳(83)中的止转孔,用两个开口销(25)固定在大致的位置,让止转杆(43)在安装支架(84)上的止转孔内自由浮动,并对安装支架(84)做适当的固定。注意:Q型旋转接头是一种外补偿式旋转接头,当石墨密封环磨损时,旋转接头壳体轴向、向外移动、以补偿石墨环的磨损,安装时应预留补偿空间,安装时预留的安装长度 L 最小不应低于 20 毫米。
注:火车以进京方向为上行方向,以离京方向为下行方向,同样,对旋转接头而言,以离开设备方向为向外方向,以靠近设备方向为向内方向。火车的运营是以北京为中心,旋转接头的安装是以设备为中心。
九、Q型旋转接头的贮存
Q型旋转接头应保存在通风干燥之处,应避免潮湿和阳光暴晒之处。
十、Q型旋转接头的维护
Q型旋转接头,在使用期间不用维护,也不需要为无油轴承(石墨圆柱环)提供润滑。
十一、Q型旋转接头的维修
注意:当你维修乐发iv时,请遵守贵公司的安全操作规程。
1. 拆卸旋转接头
切断设备的动力电源,使设备停止运转,从设备上拆卸旋转接头,并放到工作台上。
把金属软管(或过渡接头、过渡法兰)从旋转接头上拆卸下来。在工作台上,拆开旋转接头,取出内部零件,然后进行检修。
2. 检修
石墨密封环是旋转接头内部最主要的密封件,和这个石墨密封环相接触的外管(7)的凸球面共同组成一个密封面,和这个石墨密封环相接触的底盖(9)的平面共同组成一个密封面。
检查这个外管密封凸球面和底盖的底平面的密封表面是否有沟纹、锈迹、裂纹、破裂、偏磨等缺陷,对于密封面的表面划痕,可以用研磨砂(油砂)或砂纸研磨,对于不可修复的缺陷,则进行换件维修。
观察石墨密封环密封面的摩擦表面,检查是否存在偏磨、三点接触、密封面断开而不连续的缺陷,如果存在,则研磨。如果密封环已磨损或存在裂纹、破裂、损坏,则进行更换。其它零件若无损坏,则不更换。
如果流通液体介质(如水,油等),检查流通介质是否有杂质,如有杂质,则清理流通介质中的杂质,并在管路中增加过滤网,推荐的过滤精度不低于 50 微米。